MTO下,企業如何排產與監控
01
序
對于采用MTO(面對訂單的生產)方式組織生產的企業來說,雖然總體上可以用順序計劃的方式進行了排產,但是還需要確定三個要素,才能有效的做好排產計劃,以及對生產進度的監控工作。
要素一:基于訂單的需求數量和交付期,如何確定產能是否滿足。
要素二:生產周期的計算,能否準時交付。
要素三:投料時間點及投料數量(要考慮料廢)。
采用通常的精益生產方式是很難確定這三個要素的。畢竟,精益生產往往適用于多品種小批量的可重復生產,即MTS(面向庫存的生產)方式。
02
嚴酷的MTO場景
MTO的場景要比MTS嚴酷的多,雖然生產設備不會發生大的變化。
但是不同的訂單要求的工藝路徑、加工量都會變化,再加上有的顧客還會提出新的設計要求,這就讓生產系統的變量極大。
雖然有些排產軟件(APS)號稱能夠很好地解決這個問題,但是這些軟件依然要依賴準確的物料BOM和工藝路線數據,如果企業能夠及時提供這些數據,APS將會大顯身手,如果不能,就不要望梅止渴了。
有沒有更合理(不是說企業現行的方法就不合理)、且簡單的方法來對MTO方式進行排產呢?肯定有,關鍵是能否有效處理前面提到三個要素。
03
從節拍到瓶頸CT
當企業達到較高的精益水平后,就會設定節拍來組織生產過程,那么:
所需產能=節拍時間*訂單數量
生產周期=節拍時間*工序數量*中間在制品數量
投料時間=交付時間—生產周期
一切的數據都如此簡單,難怪內行人都將“節拍”作為生產管理的核心基準。
在MTO場景下(工藝路徑、加工時間不穩定),節拍是很難保證的事情(可以計算出來,但是很難執行)。因此,需要找一個“節拍”的替代基準,來規劃排產計劃。
無論工藝路徑和加工時間如何變化,一件產品的加工過程中,總會有一道工序是速度最慢的,這就是“瓶頸”工序。能否將瓶頸工序的CT(產距時間)當作基準呢?
我用電子表格模擬過(很簡單),假如產品需要經過五道工序生產,在MTO的情況下(空線),生產到第六件產品的時候,生產周期=5(道工序)*瓶頸CT。
結論是:能用瓶頸CT作為基準。
04
基于瓶頸與原料供應進行粗能力評審
某客戶在本月1號,給企業下達了訂單,要求本月10號交付100件產品。企業首先要識別自己能否按期交付,這個判斷不需要太精確,稱之為“粗能力評審”,方法是:
1、工藝:對訂單的產品,規劃工藝路徑。
2、瓶頸:通過經驗或初步的工藝測算,找到瓶頸工序,確定瓶頸的CT。
3、負荷:查看現有產品在瓶頸工序上的生產負荷(當前生產任務安排),見下圖:
從圖上可以看出,瓶頸工序在3號還未排滿,這樣就可以從3號安排新接訂單的生產。
4、粗能力評審:新訂單的瓶頸是工序3,CT是3分鐘,那么完成100件則需要:
3*100=300分鐘=5小時=0.7個工作日
而排產日期到交付日期則有7天多,肯定(不一定吧)可以按期交付,那么,這個訂單可以接。等等,忘了什么?
5、原料供應:是不是忘了有沒有原材料?如果有足夠的原料,那就沒問題了。
如果沒有原料,從1號下采購訂單,如果能在3號投產前到貨的話,前面的粗能力評審就沒有問題,如果超過3號到貨,那么生產時間還要后移才對。
6、評審結果:粗能力評審需要考慮瓶頸負荷與原料可得性,要按最差的數據來疊加。
7、適用場景:粗能力評審只適用于“合同評審”階段,具體的排產計劃,是另外一回事。
05
排產前先規劃好物流方法和中間在制數量
千萬要記住,實際的生產周期要比粗能力評審的時間長,這是因為中間在制品更多、工序更多的緣故。
因此,實際排產前,一定要先規劃物流方法,以確定全部的中間在制品,見下圖:
為了保證所有工序都能夠連續加工,除了本工序正在加工的一件產品外,處于物流轉運中的物料至少有一件(一個流)。
同時,因為工序3是瓶頸,為了讓它滿負荷生產,在它的前面設置了3件“物料緩沖”。因此,所有的中間在制品是13個。這是最少的中間在制品數量了。
如果物流水平不夠,需要多件轉序,那么中間在制品的數量要更多。
補充1:關于瓶頸前為什么設置“庫存緩沖”,請學習TOC(約束理論)的DBR模型。
補充2:這3個物料緩沖是怎樣準備出來的呢?因為工序3是瓶頸,剛開始投產的時候,讓前面工序滿負荷生產,就自然而然的在瓶頸前積累出多余的緩沖了。
之后,就需要根據瓶頸的CT,同步投料。
06
計算名義上生產周期
瓶頸CT為3分鐘,一共5道工序,共有13件中間在制品,所以,生產周期為:
3*5*13=195分鐘
這是單件產品的生產周期,顧客要100件,總生產周期是多少?
小心,不要計算錯誤了,
總周期=195+(100—1)*3=492分鐘=8.2小時=1.1個工作日
07
基于過程波動,增加時間緩沖
實際生產過程不會一帆風順的,人員操作、設備運行、物料轉運等環節都會出現各種異常和波動,因此,基于計算出來的“名義生產周期”,必須額外增加一部分時間,用來消化這些異常波動。
額外增加的“時間緩沖”可以基于經驗來設定,也可以基于OEE來設定(如果企業有這個真實的數據)。
一般來說,至少要增加一倍的時間,這意味著“預計的生產周期”中,一半的時間用于消化異常(延長一倍,已經是很高的基礎管理水平了)。這樣,預計的生產周期是:492分鐘*2=2.2個工作日
08
確定原料投料時間和數量
從原材料庫投料的時間是交付期前的2.2個工作日,就算3天吧。所以原材料必須在6號(顧客10號要貨)前進入原料庫。
如果已經有了足夠的原料,要不要立刻就投料生產呢,最好不要,先看看有沒有更緊急的訂單吧,既然此訂單能夠保證按期交付,何必將產能提前占用呢。
當然,企業想提前投料也可以,但一定要保證此訂單完工前,不要在相同的設備上投入另外一個訂單的物料,以保證占用現場面積最小、不錯料、不混料。
此訂單的物料不要一次性都投入,要按著物流的頻次來分批投入。基于質量上的考慮,至少要分為三個類型:
1、先投入一個小數量:一是積累瓶頸前的物料緩沖。二是恢復或優化一下該訂單產品的質量保證能力。
2、按瓶頸CT,連續投入大部分原料:這些原料,就按設定好的質量能力、物流周轉方法來生產就可以了。
3、尾料投入:兩個原因要注意尾料部分,一是中間在制品要遞次完工。二是要基于前面生產的質量報廢來追加投料。
09
設定不等分的綠黃紅三色區,監控訂單進度
現在排產的所有計劃性工作已經完成,在生產中還需要對進度進行監控,以避免過程的意外而影響準時交付。監控的工作很繁瑣,能否簡化呢?
將預計的生產周期分為三部分,名義周期時間為綠色,額外增加的時間緩沖等分為黃、紅兩色,如圖:
按照訂單產品的入成品庫時間,基于顏色區域來監控進度,如果在綠區時間入成品庫,這是完美的過程。
如果到了黃區時間還未入庫,生產調度就要向前排查,看看哪里出現的異常,并預估剩余時間,看看是否需要加快速度。
如果進入紅區時間還未入庫,則必須提高物料流動速度,并安排加班,或增加設備來加速了。
用三色監控進度的細節還有很多,篇幅有限,總不能窮盡各種可能性。
10
相對復雜的排產與監控
前面的事例是最簡單的生產模式,大多數企業的生產要更加復雜,如下圖:
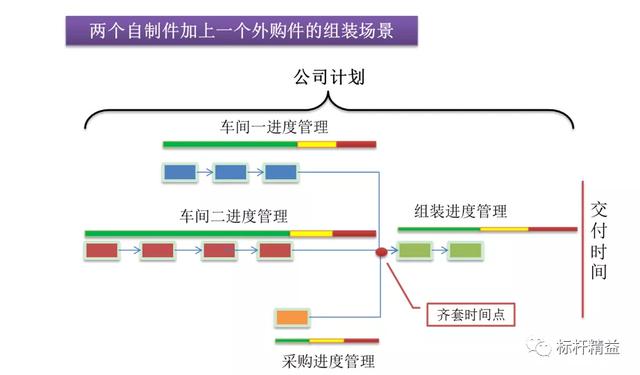
自制件加上外購件組裝生產,公司級的計劃人員要基于兩個時間點來制定排產計劃,并監控生產進度:一是交付時間、二是零部件的齊套時間。
公司制定計劃后,由各個車間的進度管理人員,分別基于各自的時間緩沖來監控自己的進度。這樣,就形成了統一規則下排產和進度監控層級管理。
11
總結
前文的所有數據,只是為了說明邏輯算法。具體使用,請按企業的實際數據計算。
MTO情況下,排產及監控的主要步驟是:
1、 基于瓶頸當前的負荷與原料供應進行粗能力評審
2、 設定工序間的物流方法,確定中間在制品
3、 計算名義上的生產周期
4、 基于過程異常及波動,增加時間緩沖。
5、 確定原料投料時間、投料數量(質量報廢)
6、 設定不等分的綠黃紅三色時間區,監控生產進度
7、 復雜場景下的排產與監控