生產作業控制(PAC)的秘訣
一、生產計劃和控制的過程分析
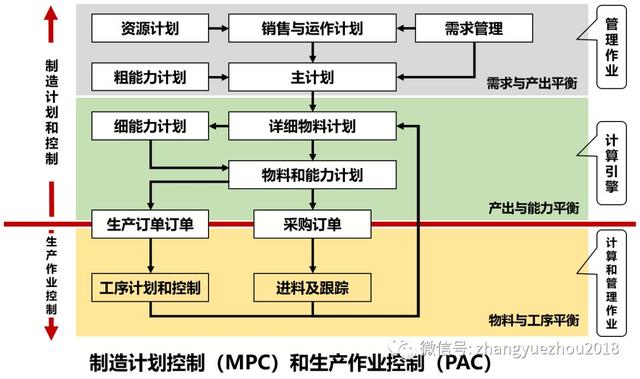
生產計劃和控制分為兩個核心環節,制造計劃控制階段和生產作業控制階段,且兩個階段的重點任務和難點各不相同。
其中:
制造計劃控制階段的目標是響應需求,最大限度地滿足客戶需求。
生產作業控制階段的目標是追求產出,最大限度地追求產出的基礎上不延誤需求,讓需求延誤最小。
1、制造計劃控制階段
制造計劃控制階段的核心是輸出主計劃(MPS)。正常而言主計劃(MPS )由預測訂單、補庫訂單、銷售訂單、新產品試產訂單構成。預測訂單是管理的重點或難點。
一般而言,預測訂單是由市場和銷售部門主導,經過S&OP程序產生。補庫訂單,由工廠的PMC部門主導。銷售訂單、新產品試產訂單都是明確的需求不不是太難。
主計劃的確認過程,是管理過程,是數據、程序和經驗驅動的結果。
主計劃(MPS)確認后,或采用MRP(物料需求計劃)系統,或采用APS(高級計劃和排程)系統,進行相關需求的分解和確認。
MRP(物料需求計劃)由于是無限產能、前置周期方式解析主計劃(MPS)相關需求,且有凈需求/毛需求、單單/周期等組合,手工作業量會比較大,需要做較大的手工干預和協同。MRP(物料需求計劃)一般以車間工單方式控制為主,即使采用了MRPII,到了工序任務,但資源也僅僅到了資源組,無法做到單資源的需求。
APS(高級計劃和排程)是基于物料約束、產能約束、工藝約束和優化規則的計算,生產任務的開工/完工完全是基于約束條件計算,并直接管理至工序任務和獨立資源,管理的顆粒度和計算精度要細的多,更容易實現動態控制的環境。
MRP(物料需求計劃)和APS(高級計劃和排程)是計算引擎,是基于MPS(主計劃)和相關參數(物料、產能、工序和優化等)的計算。
制造計劃控制一般是長時間維度,最短時間維度為天
2、生產作業控制階段
生產作業控制過程是產能與物料的平衡過程,其平衡分為兩個層面:自制件之間的平衡和自制件與采購件之間的平衡。
由于需求、產能、供應的波動,需要在波動的狀態下,保持交付好、產出高和庫存低。
生產作業控制階段,是短周期的,一般最長以天為單位,1-3天足夠了,然后滾動方式控制。
二、生產作業控制(PAC)的秘訣
根據主計劃(MPS)需求,如何做好生產作業控制(PAC)是一項高級技術,不是基于經驗可以做好,需要一套科學的方法。
一本需要采用三個管理動作:
1、“倒排順投“車間工單
ERP的管理顆粒度,一般是車間工單。車間工單由MRP系統,根據主計劃(MPS)產生。
如何控制車間的生產任務(MO)的投放是關鍵了。而投放生產任務(MO)的關鍵是對生產任務(MO)的排序。
1)倒排
倒排的含義是,所有的車間的生產任務(MO)都與銷售訂單交期的緊迫程度排序,而且是全工廠所有車間的生產任務(MO)都與銷售訂單的優先序一樣,實現全局優先順序的一致。銷售訂單的優先序,可以采用EDD和CR都可以的。
2)順投
根據車間的生產任務(MO)的優先順序投料,齊套了才允許開工。而且不能讓車間的在制品太多。車間在制品的多少保持穩定即可,如機加工車間,就是保持3-4天的在制品量,既不要太多,也不要太少。順序生產即可。
倒排、順投,是保持車間穩定生產的前提條件,需要嚴格執行。
2、“誰急誰用”的產能、物料投放策略
工廠的資源,可以細分為資金、物料、產能和管理者的關注度。
誰急誰用的含義是:那個車間的生產任務(MO)緊急,就把“資金”、“物料”、“產能”、“關注度”投放至該生產任務(MO)。
一般情況下,物料還有“誰買誰用”的,就是依據銷售訂單來采購物料,做到銷售訂單和采購訂單的一一對應,這其實需要非常細致的管理作業保障。建議中小制造企業,千萬別做,難度有點大。
企業各項資源的“誰急誰用”確保了聚焦,確保了流動性。
3、“近細遠粗”的控制模式
由于變動性的存在,遠期的不可能控制的非常細,但是需要關注。
“近細”,也是有所分工。一般對物料的管控要細,對產能或作業的控制稍微可以粗一些,我定義為“物細事粗”:
物細,指物料控制必須要細,因為物料錯誤,那什么都浪費了。尤其是有限的產能浪費,對計劃的控制損失很大。物細,體現在兩個方面,第一是生產準備階段,要做到人,機,料,法,環的齊套,在齊套條件下開工。第二是作業過程的控制,要做到標準化作業,確保質量的合格。
事粗,一般性的流程作業可以簡化和優化,最好與信息系統的作業流程一直,盡量做標準化的前置設置,尤其不要在流程中增加N多的審批動作,加快工作任務的流動。
三、結語
制造計劃控制和生產作業控制,一般稱之為生產計劃和控制,可惜現有很多的理論書籍與實際的應用場景都有較大的偏差,至少我還沒有看到一本理論與實際結合的書籍,希望我自己可以做到。
生產計劃和控制,不僅需要理論知識和實際工作經驗,更需要懂得信息系統。至少需要對ERP、MES和APS系統有足夠的理解,對APS系統需要精通,否則很難成為生產計劃和控制的高手。